Components
Equipment brief introduction

Manual combine-Loading-Guiding-Roll Forming-Runt Out Table
Manual combine-Loading-Guiding-Roll Forming-Runt Out Table
Specification
Brief introduction
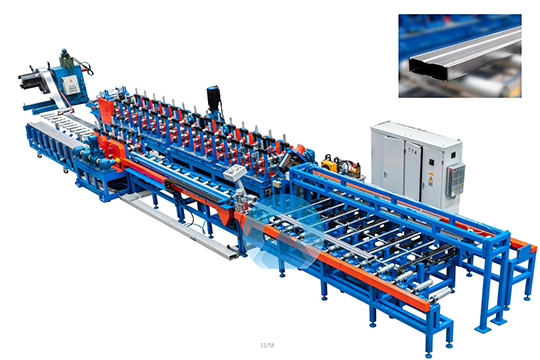
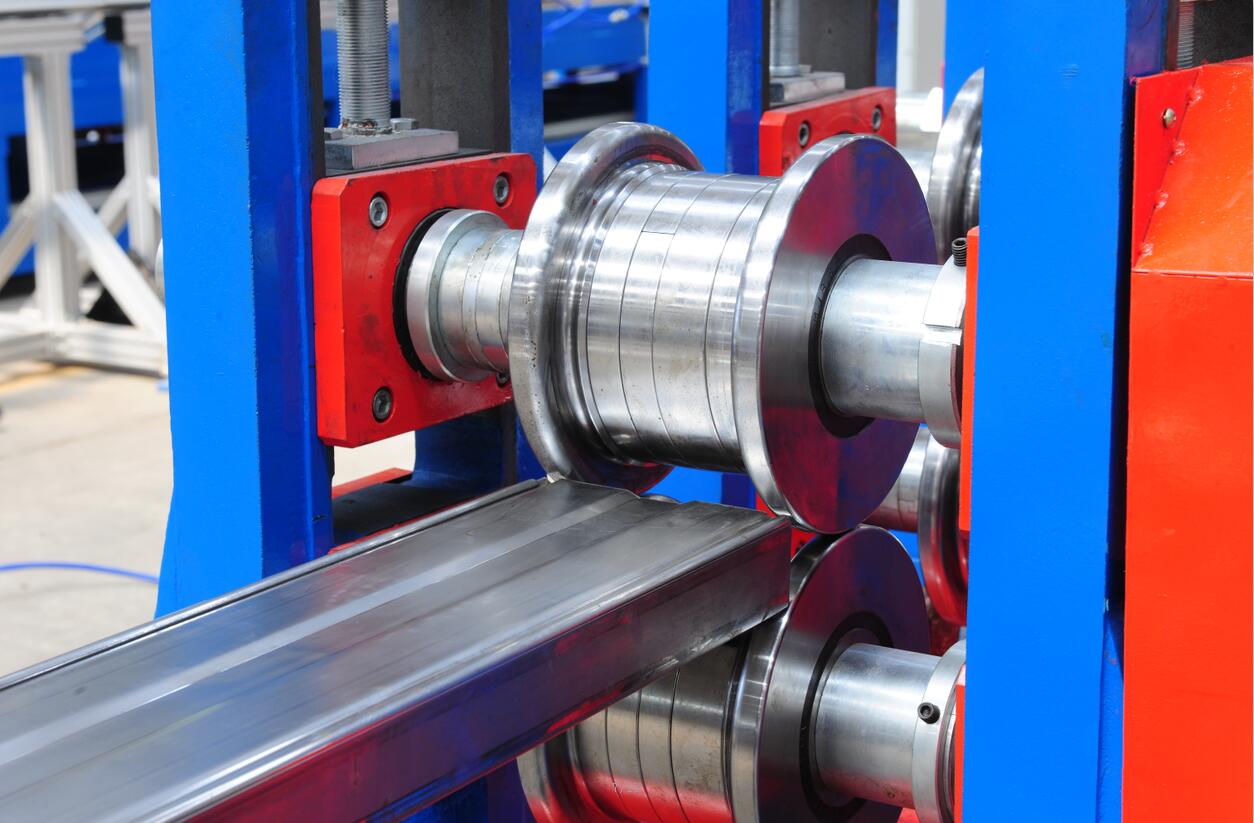
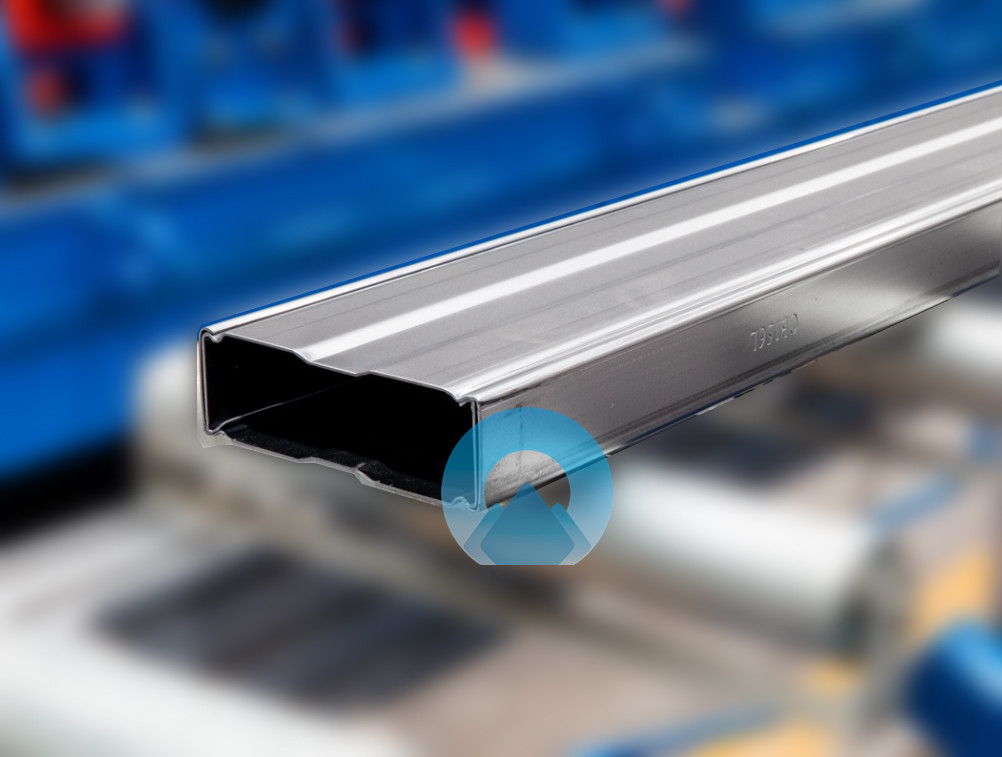
Use casting raft structure, profile steel welding base, there is guiding device at the feeding entrance, three phase AC motor& reducer drive, frequency invert control the speed, gear box transmission. The roller use unitized structure, speed difference and roll forming resistance force is small, it has slightly abrasion the steel surface.
.jpg)
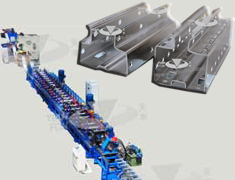
This roll former use quick change cassette model, it is easy for producing different profile in future. This machine can produce different size profile by changing spacer and some part of rollers
Use casting raft structure, profile steel welding base, there is guiding device at the feeding entrance, three phase AC motor& reducer drive, frequency invert control the speed, gear box transmission. The roller use unitized structure, speed difference and roll forming resistance force is small, it has slightly abrasion the steel surface.
This roll former use quick change cassette model, it is easy for producing different profile in future. This machine can produce different size profile by changing spacer and some part of rollers
Technical parameters:
|
|
Item |
Unit |
Parameter |
Remark |
|
|
1 |
Material specification |
Type |
Galvanized steel |
||
|
Strength |
MPa |
≤350 |
|||
|
Width |
mm |
|
|||
|
Coil I.D. |
mm |
|
|||
|
Coil weight |
|
|
|||
|
2 |
Profile width |
mm |
70-160mm |
||
|
3 |
Line speed |
m/min |
5 |
||
|
4 |
Roller material |
D2 with quenching treatment |
|||
|
5 |
Roller drive |
|
|||
|
6 |
Operation system |
Windows2000 |
|||
|
7 |
Total power |
Kw |
About 4KW |
||
|
8 |
Electrical control system |
PLC automatic control system |
|||
|
9 |
Production line dimension(L*W*H) |
m |
|
||

.jpg)